System autoklawowy
System autoklawowy HVA-70/100-10.0 firmy AMP to zaawansowane urządzenie przeznaczone do wytwarzania wysokiej jakości struktur kompozytowych o osnowach polimerowych i węglowych. Aparatura umożliwia prowadzenie procesów utwardzania laminatów w kontrolowanych warunkach podwyższonego ciśnienia i temperatury, zapewniając minimalizację porowatości oraz wysoką powtarzalność parametrów technologicznych.
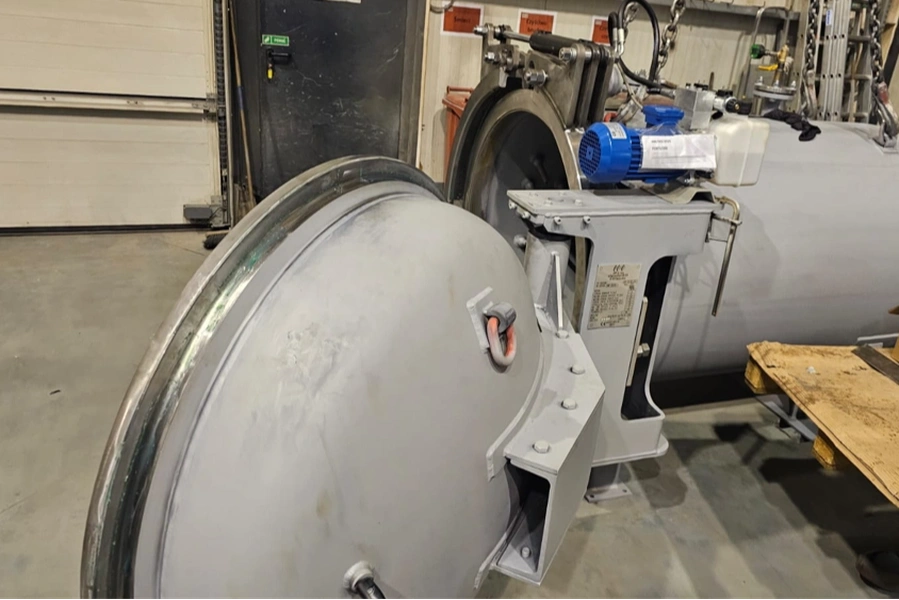
Autoklaw wyposażony jest w cylindryczną komorę roboczą o długości ok. 1m i średnicy 0,7m, umożliwiającą wytwarzanie wielkogabarytowych elementów konstrukcyjnych. Maksymalna temperatura pracy wynosi 200°C, natomiast maksymalne ciśnienie robocze do 10 bar. System posiada zautomatyzowany układ sterowania PLC z możliwością programowania wieloetapowych cykli temperaturowo-ciśnieniowych oraz rejestracją danych procesowych.
Urządzenie wyposażone jest w system wymuszonej cyrkulacji powietrza zapewniający jednorodność temperatury w całej objętości komory (±2–3°C), system kontroli próżni w worku próżniowym oraz zabezpieczenia nadciśnieniowe zgodne z normami przemysłowymi. Konstrukcja spełnia wymagania dyrektywy ciśnieniowej PED.
System umożliwia wytwarzanie kompozytów CFRP, GFRP, kompozytów hybrydowych oraz materiałów typu C/C i C/SiC po etapie impregnacji. Technologia autoklawowa pozwala osiągać wysokie udziały objętościowe włókien (>60%) przy minimalnym poziomie defektów.
Dostęp po akceptacji planu badań przez kierownika laboratorium i lidera grupy Zaawansowanych Syntetycznych Materiałów Węglowych (SyntCarbon). Realizacja w formule współpracy naukowej. Harmonogram ustalany indywidualnie. Wymagana obecność przeszkolonego operatora.
Wytwarzanie laminatów CFRP, GFRP i kompozytów hybrydowych w kontrolowanych warunkach do 200°C i 10 bar; badania wpływu nanomodyfikacji na właściwości mechaniczne, ablacyjne i termiczne; optymalizacja cykli dosycania i utwardzania prepregów za pomocą żywic i polimerów wysokotemperaturowych.
Wielopunktowy pomiar i rejestracja temperatury (do 200°C, 4× typ J, ±2–3°C), ciśnienia (do 10 bar) i próżni (8 linii: 4 robocze + 4 pomiarowe) w czasie rzeczywistym. Programowanie, archiwizacja i analiza cykli utwardzania; kontrola gradientu nagrzewania (~3°C/min), sprężania (0,3–1 bar/min) i odpowietrzania (≤1 bar/min). Eksport danych i walidacja jakości kompozytu.

Jednostka odpowiedzialna